As a leading Silicone Rubber Insulated Cable Manufacturer, Lucky Pioneer Electronic Co., Ltd. integrates decades of material science with "Factory 4.0" manufacturing precision. In the modern industrial landscape, traditional PVC and PE cables often fail under high thermal stress. Our silicone solutions provide the essential Information Gain required for engineers to bridge the gap between safety and performance.
Silicone rubber (SIR) is a unique elastomer composed of silicone-oxygen bonds. Unlike the carbon-carbon backbone of organic rubbers, the Si-O bond is significantly more stable. This results in:

The evolution of silicone cable technology is driven by the demand for electrification and miniaturization. Here is how Lucky Pioneer is leading the charge.
Integration of silica and alumina nanoparticles to enhance dielectric strength and thermal conductivity, allowing for thinner insulation profiles without compromising safety.
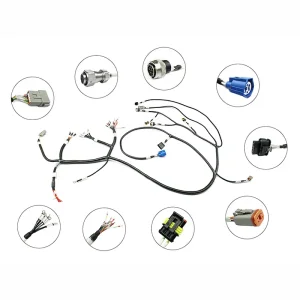
Developing specialized high-voltage silicone wiring harnesses that mitigate partial discharge and handle the rapid charging cycles of next-generation Electric Vehicles.
Transitioning from peroxide-based curing to platinum-cured silicone processes to eliminate by-products and ensure 100% biocompatibility for medical applications.
In-depth insight into cable, connector, and cable assembly design and manufacturing process.
Integrated manufacturing solutions from concept design, sample to mass production.
Deep understandings of diverse market applications from medical to renewable energy.
Electrical and electronics components selection to reduce time and cost efficiency.
PMP project management disciplines throughout the entire new product development (NPD).
Rigorous quality control with advanced quality management tools and real-time monitoring.
Prompt response and multi-languages communication for global strategic partnerships.
Advanced R&D team with uncompromised passion for the wire and connector industry.
Lucky Pioneer’s manufacturing hub represents the peak of Supply Chain Resilience. By integrating IoT sensors into our extrusion lines, we ensure uniform insulation thickness and eliminate micro-voids that cause cable failure.
✓ Real-time Monitoring: 100% Laser diameter control.
✓ Testing Rigor: Every batch undergoes spark testing, aging tests, and tensile strength validation.
✓ Scalability: From prototype runs of 100 meters to mass production of millions of meters.




Autoclave-resistant silicone cables for surgical tools and patient monitoring systems. Ensuring biocompatibility and sterilization longevity.
Robotic arms require millions of flex cycles. Our ultra-flexible silicone cabling prevents internal copper fatigue and downtime.
Photovoltaic and wind turbine wiring designed to withstand extreme UV exposure and high temperature fluctuations in desert and offshore sites.
Navigating the complex landscape of international standards is a core value we provide to our global enterprise clients. We ensure that every silicone insulated cable manufactured in our factory meets the specific regulatory requirements of your target market.
North American Safety Compliance
European Harmonized Standards
Environmental & Chemical Safety
Global Quality Management
Lucky Pioneer is committed to pushing the boundaries of what is possible in interconnect engineering. Partner with us for your next mission-critical project.
Consult Our Engineering Team